事例:E‐5
| 排気チャンバー取り付け部雌ねじのねじ山破損に対するヘリサート加工による修理について |
【整備車両】
RG400EW-2WC (HK31A) RG400Γ(ガンマ) Ⅱ型 年式:1986年 (参考)走行距離:約11,500km |
【不具合の症状】
2番シリンダ排気チャンバが完全に固定されていない状態でした. |
【点検結果】
2番シリンダの排気チャンバ取り付け部の2つの雌ねじの内,左側がねじ山の面から7割崩れて破損していました.
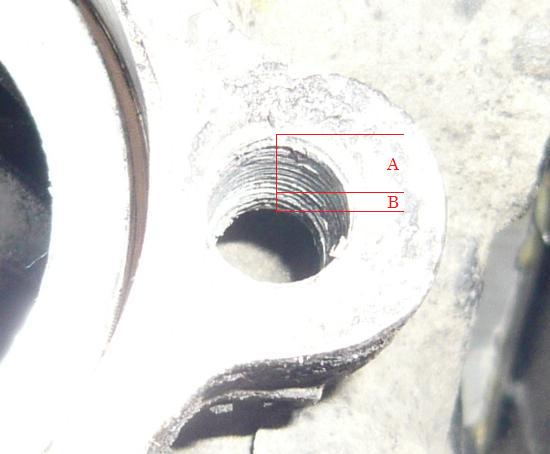
| 図1.1 面から7割破損した排気チャンバ取り付け部雌ねじのねじ山 |
|
図1.1は溝の崩れている破損した雌ねじの様子です.
面から奥に向かって7割のねじ山が破損していました(図のAの範囲).
かろうじて残った3割程度のねじ山(図のBの範囲)でボルトが締め付けられていました. |
【整備内容】
軽度のねじ山の破損の場合は溝をタップで切り直すことにより修正出来ますが,
ねじ山の全体に占める破損箇所の割合が大きく,タップ修正では崩れた溝が修正しきれない可能性が高いので,
ステンレスの溝を新たに挿入する方法を取りました.

| 図2.1 オーバーサイズの専用タップによる下地作り |
|
図2.1は元のねじ穴より大きなサイズの専用タップで下地を作っている様子です.

| 図2.2 挿入するねじ溝とオーバーサイズにあけた雌ねじ |
|
図2.2はオーバーサイズに修正された雌ねじの様子と,そこに挿入する元のサイズの新しいステンレスの溝です.
ステンレスの溝は専用のインサート工具で雌ねじに挿入します.
図2.3の中央部の黄色い四角で囲んだ部分は,
修正したオーバーサイズの雌ねじに元のサイズのステンレスの溝を挿入した様子です.
右側の雌ねじはほとんど損傷が見られなかったので,この事例では左側のみ加工しました.
|
【考察】
「ヘリサート」は株式会社ツガミががアメリカREFAC社との契約のもとインサートの商標として使用していたものですが,
一般的にはねじ山を一回り大きく開け直し,そこに元のサイズの強度のある溝を埋め直す加工をさします.
ヘリサート"helisert"(helical coil wire screw thread insert)加工を行うことにより,
脆弱な母材に強度のあるねじ穴を設けることが可能になります.
この事例では排気チャンバー取り付け部左側のねじ山の7割が破損し,
残りの3割程度でチャンバーが取り付けられていた状態でした.
ねじ穴はアルミシリンダに直にあけられているので,その様な箇所は締め,緩めを繰り返すとねじ山が崩れてきます.
特に2サイクルエンジンのシリンダの場合,特有の振動による排気側のスタッドボルトの割れ折れ込みや,
雌ねじのねじ山の破損,ボルトの折れ込みが少なくありません.
溝に疲労が見られる場合は,ねじ穴周囲に加工しても問題ない程度の肉厚と強度の余裕があれば,
それ以上状態が悪化する前に予めヘリサート加工しておくことが望ましいといえます. |
|
